河南和中环保材料有限公司
联系人:张先生
电 话:0371-62885339
13523030448
邮 箱:513718221@qq.com
地 址:郑州市西四环289号 销售部
登封告城工业园区 生产部

| 埋弧焊剂焊接电流对焊缝形状的影响 |
| 发布时间:2020-07-01 新闻来源:公司新闻浏览次数: |
埋弧焊剂焊接电流对焊缝形状的影响 焊接规范对焊缝形状的影响
1.埋弧焊接电流对焊缝形状的影响焊接电流变化时,对焊缝熔宽熔深。和增高量ん的影响规律如图73所示。
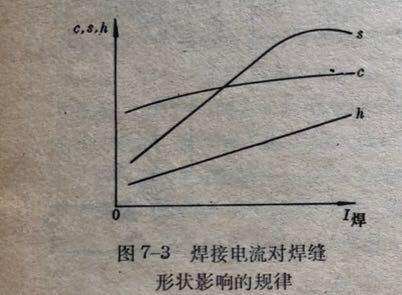
当c, s,h其它参数不变时,随着焊接电流的增加,s和ん都增加了,而c则变化不大或增加很少。这是因为:
(1)电流增加,带给焊熔池的能量也增加,故熔图73焊接电流对焊缝深也增加,同时,由于电弧形状影响的规律吹力增大了,对熔池底部液态属的排出作用加强,也使熔深增加(2)由于熔深增加,则电弧深深潜入焊件,使电弧在焊缝表面的部分缩短,电弧的摆动能力减弱,因而焊缝熔宽虽稍有增加,但变化不是很大
(3)电流增加,焊丝的熔化量也增加,而熔宽又变化不大,所以焊缝的增高量就增加。
实践证明,焊缝熔深和焊接电流成直线关系,即A=K(K为比例系数,与电流种类、极性、焊丝直径、焊剂化学成分等有关。当直流正接时,一般取K=1在直流反接和交流时,一般取K=1.1)。但当电流过分增加时,由于焊丝熔化量更大,熔池底部的液态金属反而难于排出,故熔深不再继续增加,甚至有减小的趋势。
由此可知,当焊接电流较大时,由于熔深较深,熔宽变化不大,因此ψ值就较小,这样的缝焊对熔池中气体和夹杂物的逸出和上浮,都是十分不利的,容易产生气孔和夹杂。另外,深熔焊缝的结晶方向也易使焊缝产生裂缝。为了改善这种情况,在增加焊接电流的同时,必须相应地提高电弧电压,以保证得到合适的焊缝形状。