河南和中环保材料有限公司
联系人:张先生
电 话:0371-62885339
13523030448
邮 箱:513718221@qq.com
地 址:郑州市西四环289号 销售部
登封告城工业园区 生产部

| 埋弧焊剂的焊接方法 |
| 发布时间:2015-11-29 新闻来源:行业新闻浏览次数: |
埋弧焊接时,可采用的方法很多,具体采用何种方法焊接那 ,需根据母材的需要,焊接机械的要求,焊接操作工的习惯等1、对接接头单面焊
①在焊剂垫上焊接 用这种方法焊接时,焊缝成形的质量主要取决于焊剂垫托力的大小和均匀度以及装配间隙的均匀与否。
②在焊剂铜垫板上焊接 采用带沟槽的铜垫板,沟槽中铺撒焊剂。焊接时这部分焊剂起到焊剂垫的作用,同时又保护铜垫板。沟槽起焊缝背面成形作用。板料用电磁平台或龙门压力架固定。
③在永久性垫板或锁底上焊接 当焊件结构允许焊后保留永久性垫板时,厚10mm以下的工件可采用永久性垫板单面焊方法。垫板必须紧贴在待焊板缘上,垫板与工件板面间的间隙不得超过1mm。
厚度大于l0mm的工件,可采用锁底接头焊接的方法
④在临时衬垫上焊接 采用柔性的热固化焊剂衬垫贴合在接缝背面进行焊接。还有采用陶瓷材料制造的衬垫进行单面焊的方法。
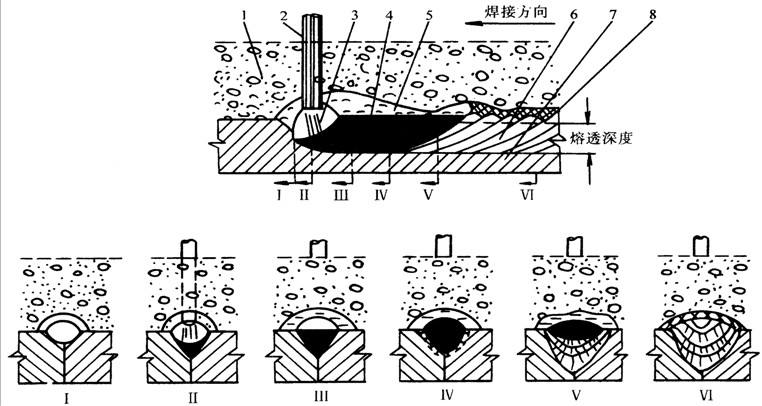
⑤悬空焊 当工件装配质量良好并且没有间隙的情况下,可以采用不加垫托的悬空焊。用这种方法进行单面焊时,工件不能完全熔透。一般的熔深不超过2/3板厚,否则容易烧穿。只用于不要求完全焊透的接头。
2、对接接头双面焊
工件厚度12~14mm的对接接头,通常采用双面焊。对焊接工艺参数的波动和工件装配质量都较不敏感,能获得较好的焊接质量。
焊接第一面采用的工艺方法有:悬空焊、在焊剂垫上焊、在临时垫板上焊等。
悬空焊 装配时不留间隙或只留很小的间隙(一般不超过1mm)。第一面焊接达到的熔深一般小于工件厚度的一半。反面焊接的熔深要求达到工件厚度的60%~70%,以保证工件完全焊透。
②在焊剂垫上焊接 焊接第一面时,采用预留间隙不开坡口的方法最为经济。第一面的焊接参数应保证熔深超过工件厚度的60 %~70 %。焊完第一面后翻转工件,进行反面焊接,其参数可以与正面的相同以保证工件完全焊透。预留间隙双面的焊接条件,依工件的不同而不同。
③在临时衬垫上焊接 采用此法焊接第一面时,要求接头处留有一定间隙,以保证焊剂能填满其中。
临时衬垫的作用:托住间隙中的焊剂。
 |  |  |
焊完第一面后,去除临时衬垫及间隙中的焊剂和焊缝根部的渣壳,用同样参数焊接第二面。要求每面熔深均达板厚60%~70%。
3、对接接头环缝埋弧焊
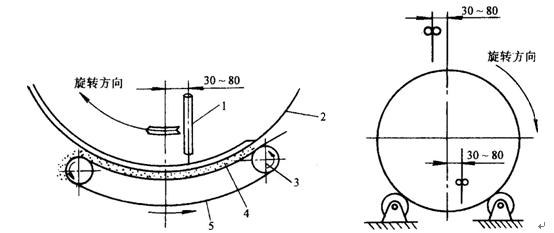
制造圆筒形容器最常用的一种焊接形式,一般是先在专用的焊剂垫上焊接内环缝,然后再在滚轮转胎上焊接外环缝,如图所示。
环缝坡口采用不对称布置,将主要焊接工作量放在外环缝,内环缝主要起封底作用。
环缝埋弧焊的焊接条件可参照平板双面对接的焊接条件选取,焊接操作技术也与平板对接时的基本相同。
为了防止熔池中液态金属和熔渣从转动的焊件表面流失,无论焊接内环缝还是外环缝,焊丝位置都应逆焊件转动方向偏离中心线一定距离,使焊接熔池接近于水平位置,以获得较好成形。焊丝偏置距离随所焊筒体直径而变,一般为30~80mm,如图所示。
 |  |
4、角焊缝焊接
焊接T形接头或搭接接头的角焊缝时,通常可采用船形焊和横角焊两种方法。
①船形焊 将工件角焊缝的两边置于垂直线各成45°的位置,要求接头的装配间隙不超过1.5mm;否则,必须采取措施,防止液态金属流失。
②横角焊 对接头装配间隙较不敏感,间隙可达到2~3mm。焊丝偏角α一般在20°~30°之间。实际焊丝位置应视接头具体情况确定。每一单道横角焊缝的断面积为40~50mm2,即焊脚长度超过8×8mm时,会产生金属溢流和咬边。